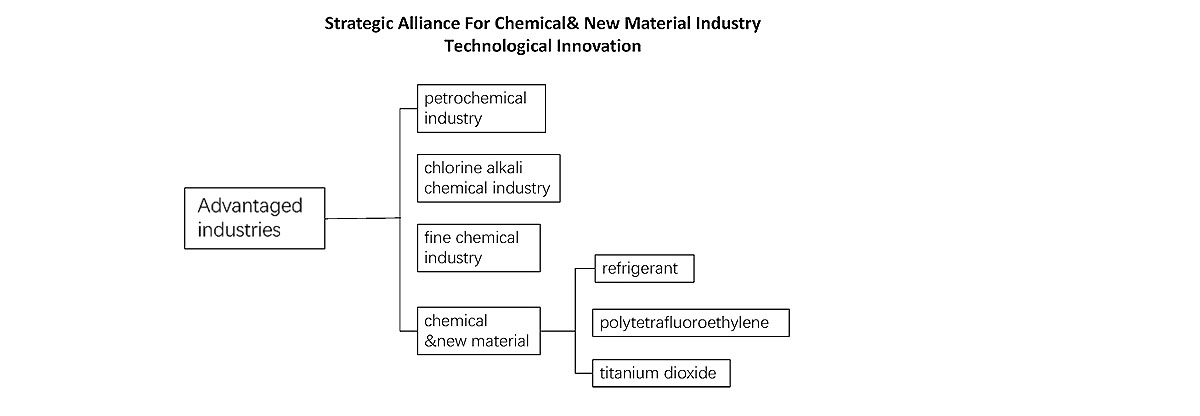
The chemical industry alliance revolves around key common technologies, and optimizes the combination of resource sharing and innovation factors to achieve a wide range of resource allocation and complementary advantages among the members of the alliance, actively expanding the development space and improving industrial competitiveness. To the more complete industrial chain of products, the advantages of supporting raw materials are obvious, and each link point is supported by backbone enterprises.
The industrial system is complete, covering crude oil processing and petroleum product manufacturing, chemical raw materials and chemical product manufacturing, rubber products industry, special equipment for refining and chemical production, special equipment for rubber processing, etc. Also is an important petrochemical, chlor-alkali chemical, fine chemical and new chemical material production base. Refrigerant in new chemical materials, polytetrafluoroethylene.